Трапецеидальная резьба. Резьбовые соединения Трапециевидная резьба чертеж
Профили и размеры резьбы
(ГОСТ 9484-81)Стандарт распространяется на трапецеидальную резьбу и устанавливает профили и размеры ее элементов.
ОСНОВНОЙ ПРОФИЛЬ

Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
Тг 20 х 4 -7е
НОМИНАЛЬНЫЕ ПРОФИЛИ
наружной и внутренней резьбы

h 3 - высота профиля наружной резьбы; H 4 - высота профиля внутренней резьбы; d 3 - внутренний диаметр наружной резьбы; D 4 - наружный диаметр внутренней
резьбы; R 1 - радиус скругления по вершине наружной резьбы; R 2 - радиус скрутления во впадине наружной и внутренней резьбы; a c - зазор по вершине резьбы.

ДИАМЕТРЫ И ШАГИ
трапецеидальной однозаходной резьбы по ГОСТ 24737-81
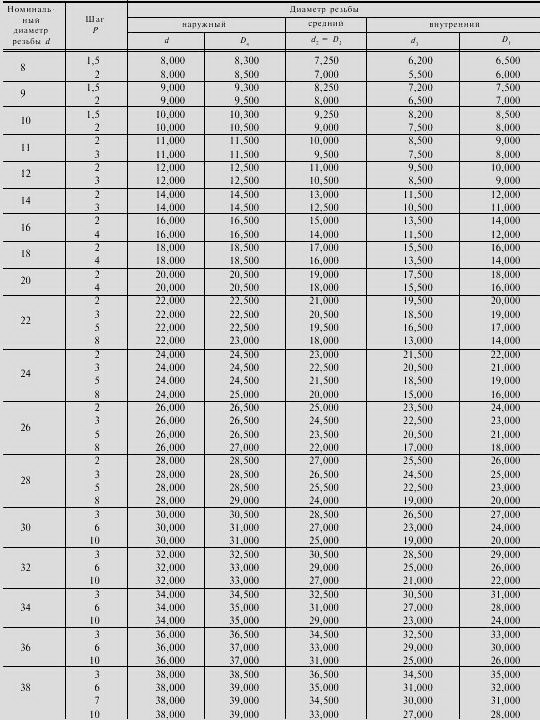



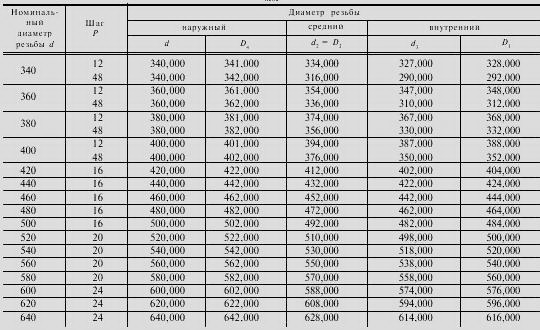
Предпочтительные диаметры и шаги указаны в ГОСТ 24738-81. Числовые значения допусков диаметров и шагов - по ГОСТ 9562-81
ДИАМЕТРЫ И ШАГИ
трапецеидальной многозаходной резьбы по ГОСТ 24739-81
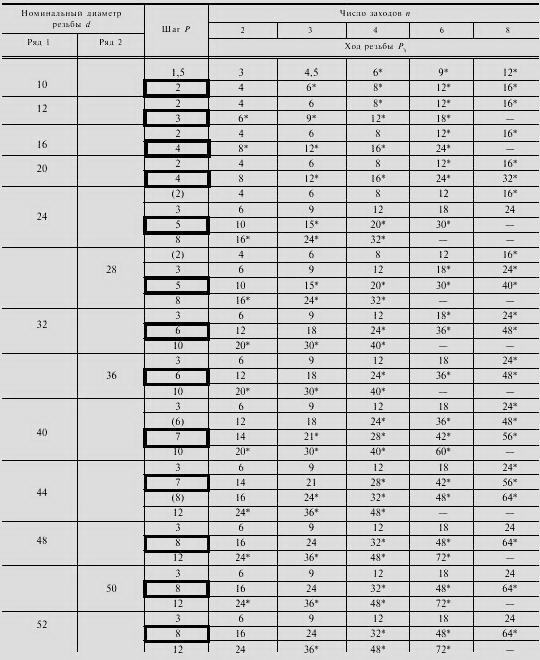
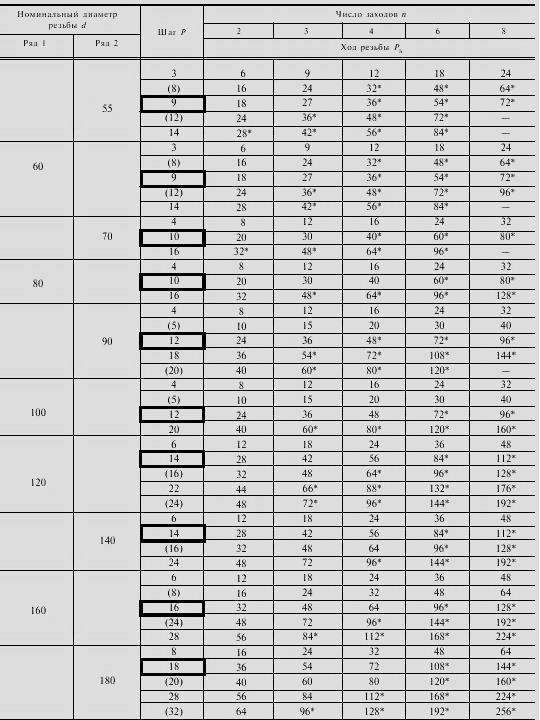

Примечания:
1. Шаги, выделенные рамкой, являются предпочтительными.
2. Шаги, указанные в скобках, при разработке новых конструкций применять не рекомендуется.
3. Резьбы, у которых значение хода обозначено знаком *, имеют угол подьема более 10 o . Для этих резьб необходимо учитывать при изготовлении отклонение формы профиля.
4. В технически и экономически обоснованных случаях допускается применять другие значения номинальных диаметров резьбы по ГОСТ 24738-81.
5. При выборе диаметров резьбы следует предпочитать первый ряд второму.
Пример условного обозначения трапецеидальной многозаходной резьбы номинальным диаметром 20 мм, значением хода 8 мм, шагом 4 мм и полем допуска 8е:
Тг 20-8 (Р4) - 8е
То же, левой:
Тг 20-8 (Р4) LH - 8е
Длину свинчивания, если она отличается от длины резьбы, указывают в миллиметрах в конце обозначения резьбы, например:
Тг 20-8 (Р4) LH - 8е - 180
Числовые значения длин свинчивания, относящиеся к группам N и L, - по ГОСТ 9562-81.
Посадку в резьбовом соединении обозначают дробью
Тг 20-8 (Р4) LH - 8Н/8е - 180
Числовые значения допусков диаметров d и D 1 - по ГОСТ 9562-81.
Числовые значения допусков диаметров d 2 , d 3 и D 2 - по ГОСТ 24739-81.
Применение трапецеидальной резьбы

Трапецеидальная резьба винта – это ходовая резьба, обладающая относительно большой силой трения, она является самотормозящей. Преимущество для подъемных технологий - в положении покоя не требует дополнительного фиксирования.
Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное и используется, прежде всего, для прямолинейного движения. Также она находит свое применение в качестве ходового винта в токарных станках или в качестве приводной резьбы для винтового пресса столов или мостов транспортных средств.
Примеры применения трапецеидальной резьбы шпинделя:
Движение подачи на станках (например, регулировочные и ходовые винты);
- движение на манипуляторе;
- регуляция движения на подъемных механизмах и вилочных автопогрузчиках;
- движение затвора при запирании литьевых машин;
- движение перемещения на сборочных контейнерах;
- вертикальное движение при работе с прессом.
Похожие документы:
ГОСТ 3469-91 - Микроскопы. Резьба для объективов. Размеры
ГОСТ 4608-81 - Резьба метрическая. Посадки с натягом
ГОСТ 5359-77 - Резьба окулярная для оптических приборов. Профиль и размеры
ГОСТ 6042-83 - Резьба Эдисона круглая. Профили, размеры и предельные размеры
ГОСТ 6111-52 - Резьба коническая дюймовая с углом профиля 60 градусов
ГОСТ 6211-81 - Резьба трубная коническая
ГОСТ 6357-81 - Резьба трубная цилиндрическая
ГОСТ 8762-75 - Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры
ГОСТ 9000-81 - Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9484-81 - Резьба трапецеидальная. Профили
ГОСТ 9562-81 - Резьба трапецеидальная однозаходная. Допуски
ГОСТ 9909-81 - Резьба коническая вентилей и баллонов для газов
ГОСТ 10177-82 - Резьба упорная. Профиль и основные размеры
ГОСТ 11708-82 - Резьба. Термины и определения
ГОСТ 11709-81 - Резьба метрическая для деталей из пластмасс
ГОСТ 13535-87 - Резьба упорная усиленная 45 градусов
ГОСТ 13536-68 - Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски
ГОСТ 16093-2004 - Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16967-81 - Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24737-81 - Резьба трапецеидальная однозаходная. Основные размеры
ГОСТ 24739-81 - Резьба трапецеидальная многозаходная
ГОСТ 25096-82 - Резьба упорная. Допуски
ГОСТ 25229-82 - Резьба метрическая коническая
ГОСТ 28487-90 - Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
Трапецеидальная резьба широко применяется для изготовления разных винтов, которые служат для различного производственного оборудования. Например, для станков, подъемных устройств, прессов. Такая резьба имеет вид равнобедренной трапеции, при этом угол профиля может иметь различные значения: 15, 24, 30, 40°. В процессе работы винта, на котором нарезана трапецеидальная резьба, появляются силы трения, вызванные естественным путем. То есть за счет наличия смазочного материала, шероховатости поверхности, а также угла профиля.
Виды резьбы
На сегодняшний день существуют такие типы:
- Метрическая. Она служит для закрепления нескольких элементов. Условия нарезки установлены в нормативной документации. Профиль представляет собой треугольник с равносторонними углами. Этот показатель равен 60°. Винты с метрической резьбой выполняются с малыми и большими шагами. Первый вид применяется для закрепления тонколистовых элементов для создания повышенной герметичности. Такой вид присоединения можно встретить в точных оптических приборах.
- Коническая. Она изготовляется также, как предыдущий вид, но закручивание производится на глубину 0,8 мм.
- Дюймовая. На сегодняшний день нет нормативного документа, в котором указывались бы размеры резьбы. Дюймовая резьба применяется при ремонте различного оборудования. Как правило, это старые приборы и устройства. Основными ее показателями являются наружный диметр и шаг.
- Трубная цилиндрическая. Данный вид представляет собой равнобедренный треугольник, верхний угол которого равен 55°. Такая внутренняя резьба применяется для соединения трубопроводов, а также деталей, выполненных из тонколистового материала. Она рекомендуется в том случае, когда предъявляются особые требования к герметичности соединения.
- Трубная коническая. Внутренняя резьба должна соответствовать всем требованиям нормативных документов. Размеры полностью стандартизованы. Ее применяют для присоединения различных видов трубопроводов.
- Упорная. Такой вид представляет собой неравнобокую трапецию, где одна из сторон наклонена на 3°, а другая - на 30°. Первая сторона является рабочей. Форма профиля, а также диаметр шагов определяются нормативными документами. В соответствии с ними резьба выполняется диаметром от 10 до 600 мм, при этом максимальное значение шага равно 24 мм. Они используются там, где требуются повышенные удерживающие усилия.
- Круглая. Профиль резьбы представляет собой различные дуги, связанные между собой прямыми линиями. Угол профиля равен 30°. Данный вид резьбы применяют для тех соединений, на которые воздействуют агрессивные среды.
- Прямоугольная. Она не закреплена никакими нормативными документами. Ее главным преимуществом является высокий КПД. По сравнению с трапецеидальным видом она мене прочна, а также вызывает множество непонятных моментов при ее производстве. Основное место применения - домкраты и различные виды винтов.
- Трапецеидальная. Имеет форму равнобокой трапеции с углом профиля 30°. Трапецеидальная резьба, размеры которой закреплены в документации, применяется для соединения различных элементов производственного оборудования.
Условия изготовления
По сравнению с другими видами трапецеидальная резьба намного легче в изготовлении.

Именно поэтому ее чаще применяют в различных сферах. Самым популярным является винт с трапецеидальной резьбой, имеющий угол профиля в 30°. Технология производства очень схожа с той, которая применяется для нарезания прямоугольной резьбы. Но все же есть существенные отличия, касающиеся точности и чистоты изготовления. Нарезание трапецеидальной резьбы ничем не отличается от той же процедуры с прямоугольным видом. На данный момент существует несколько таких способов.
Изготовление винта с одним резцом
Резьба трапецеидальная однозаходная изготавливается таким образом:
- подготавливается заготовка и наводятся каналы для заточки;
- выполняется заточка резца по специальному подготовленному шаблону;
- производятся установка и закрепление заточенного элемента. Он должен располагаться так, чтобы центры совпадали и были параллельные оси нарезки;
- включается оборудование и подается заготовка на нарезку резьбы;
- готовая деталь проверяется в соответствии с готовым шаблоном.
Нарезание с тремя резцами
Данный способ заключается в следующем:
- подготавливается заготовка;
- выполняется заточка трех резцов - прямых, узких и профильных;
- производится установка и закрепление подготовленных элементов. Они могут располагаться как перпендикулярно, так и параллельно оси резьбы. Все зависит от угла наклона.
Распространенный производственный метод
Именно на производстве нарезание трапецеидальной резьбы проходит таким образом:
- проверяется и настраивается рабочее оборудование;
- благодаря прорезному резцу делаются небольшие углубления на винте;
- при помощи узкого прорезного элемента производится нарезка винта до определенного диаметра;
- при помощи профильного прорезного элемента производится окончательное изготовление трапецеидальной резьбы;
- готовая деталь проверяется в соответствии с готовыми шаблонами.
Трапецеидальная резьба: размеры
Как говорилось ранее, данный вид резьбы имеет форму трапеции, в которой угол между сторонами может иметь различные значения. Все основные размеры устанавливаются в соответствии с ГОСТ.

Для однозаходного вида трапецеидальная резьба (размеры - ГОСТ 9481-81) имеет размеры и шаги различных диаметров - от 10 до 640 мм. Кроме того, она может быть многозаходной, а также закрученной в левую или правую сторону. Эти показатели нормируются ГОСТ 24738-81.
Где используется
Для функционирования любого элемента, например машины или механизма, необходимо выполнение обязательного условия: вращательные движения должны преобразовываться в поступательные.

Данный принцип используется для изготовления различных станков, устройств, систем регулирования, применяемых в промышленной сфере.
Преимущества резьбы
Эффективность работы по превращению вращательных движений в поступательные осуществляется с помощью гайки и винта. Несмотря на то, что эти детали выглядят простыми, они требуют внимательности при их изготовлении. Именно от этих частей зависит производительность и надежность не только составных элементов, но и всего рабочего оборудования.
Особенности многозаходной резьбы
Чтобы наделить винт прочностными характеристиками и увеличить его ход используют многозаходную трапецеидальную резьбу. В данном случае все параметры, такие как высота резьбы, ее диаметр - абсолютно одинаковые, с однозаходовым видом. Единственным отличием является количество ходов на один шаг. Например, трехзаходовые виды резьб имеют ход втрое больше их шага. Все это можно наблюдать на рисунках.
Приведем пример, чтобы данный вид стал понятным каждому человеку. Все используют обычные крышки для консервирования овощей и фруктов. Для их открытия необходимо приложить минимум усилий. При использовании цилиндров больших диаметров попасть в пазы одноходовой резьбы гораздо сложнее. Именно поэтому используют многоходовые.
Такой вид резьбы можно определить визуально, достаточно посмотреть на рисунок.

Видно, сколько именно витков идут от начала винта. Многоходовые резьбы изготовляются по сложным технологиям, а соответственно и дороже стоят.
Другие достоинства
Трапецеидальные соединения обладают множеством положительных качеств. Именно поэтому их применяют в различных производственных отраслях. Наиболее распространенной сферой является машиностроение. Итак, к их достоинствам можно отнести следующие:
- возможность собирать и разбирать различные устройства неограниченное количество раз;
- удобный процесс разбора и сборки;
- надежность резьбового соединения ;
- легкий процесс изготовления;
- самостоятельное регулирование силы сжатия;
- изготовление деталей в различных исполнениях.
Недостатки соединений
Отрицательных сторон у данного вида соединений не так уж и много. Одна из них - это возникновение большого напряжения во впадинах. Кроме того, их нельзя применять в устройствах и механизмах, которые обладают высокой вибрацией, так как винты могут самостоятельно выкручиваться, что не является хорошим знаком.

Поэтому необходимо следить за этим, и в случае возникновения такой ситуации - исправить положение винтов.
Такое качество, как стоимость, можно отнести как к положительным, так и к отрицательным сторонам.

Одноходовые резьбы стоят значительно ниже, чем многоходовые. Здесь каждый выбирает в соответствии с личными предпочтениями. Многие конструкторские организации используют именно многоходовые резьбы, так как они отличаются надежностью и прочностью.
Итак, мы выяснили, что собой представляет такой вид соединения, как трапецеидальная резьба, размеры ее, преимущества и недостатки.
В механизмах, где необходимо преобразовать вращение в поступательное движение используют . Кроме своей преобразовательной функции, данная резьба может выдержать повышенные нагрузки. Это востребованный тип резьбы в важных узлах механизмов, станках. Можно наблюдать принцип действия данной резьбы при заворачивании винтов, когда вращение винта, заставляет его перемещаться в линейном направлении. Усилие прикладываемое для преобразования движения, зависит от угла профиля, шага резьбы и материала детали.
Название резьба от сходства с трапецией.
Телефон для связи: WhatsApp
.
Основные характеристики резьбы трапецеидальной
Форма трапеции образуется углом профиля резьбы. В данном типе, угол профиля может находиться в пределах 15 – 40 градусов.
В рабочем процессе, резьба может вызвать чрезмерное трение. На этот фактор влияют угол профиля, тип смазки и использованный материал. Радиальные зазоры в трапецеидальной резьбе, можно выявить, располагая резьбу посередине диаметра.
Трапецеидальная резьба достаточно простая в изготовлении. В большинстве случаев выставляется угол профиля в 30 градусов. Качество резьбы зависит во многом от точности используемой заготовки, а также материала.


Способы нарезания трапецеидальной резьбы
Производства данного типа резьбы можно разделить на две категории – одним резцом и тремя резцами.
В качестве примера рассмотрим такое обозначение: Тr 26 × 4 LH – резьба трапецеидальная, однозаходная, с диаметром 26 и шагом 4, левая.
В качестве основного норматива применяют ГОСТ 9484-81.
ГОСТ 9484 – 81
Трапецеидальная резьба имеет профиль с углом 30° . Шаг резьбы измеряется в миллиметрах.
Трапецеидальная резьба применяется в узлах механизмов для преобразования вращательного движения в поступательное, например: ходовые винты станков, силовые винты прессов, подъёмные винты и т.д. Резьбы данного типа могут выдерживать значительные нагрузки.
Трапецеидальная резьба обозначается буквами Тr - англ. trapezoidal:
- Тr 28 × 5 - диаметр 28мм шаг 5мм
- Тr 28 × 5 LH - диаметр 28мм шаг 5мм резьба левая
- Тr 20 × 8 (P4) - диаметр 20 мм, шаг 4 мм и ход 8 мм многозаходная резьба
- Тr 20 × 8 (P4) LH - диаметр 20 мм, шаг 4 мм и ход 8 мм многозаходная резьба левая
d – наружный диаметр наружной резьбы (винта)
D – наружный диаметр внутренней резьбы (гайки)
d 2 – средний диаметр наружной резьбы
D 2 – средний диаметр внутренней резьбы
d 1 – внутренний диаметр наружной резьбы
D 1 – внутренний диаметр внутренней резьбы
P – шаг резьбы
H – высота исходного треугольника
H 1 – рабочая высота профиля
| Трапецеидальная резьба | |||
| Диаметры резьбы d | Шаг | ||
|---|---|---|---|
| Ряд 1 | Ряд 2 | ||
| 10 | 1.5; 2 | ||
| 11 | 2 ; 3 | ||
| 12 | 2; 3 | ||
| 14 | 2; 3 | ||
| 16 | 2; 4 | ||
| 18 | 2; 4 | ||
| 20 | 2; 4 | ||
| 22 | 3; 5 ; 8 | ||
| 24 | 3; 5 ; 8 | ||
| 26 | 3; 5 ; 8 | ||
| 28 | 3; 5 ; 8 | ||
| 30 | 3; 6 ; 10 | ||
| 32 | 3; 6 ; 10 | ||
| 34 | 3; 6 ; 10 | ||
| 36 | 3; 6 ; 10 | ||
| 38 | 3; 7 ; 10 | ||
| 40 | 3; 7 ; 10 | ||
| 42 | 3; 7 ; 10 | ||
| 44 | 3; 7 ; 12 | ||
| 46 | 3; 8 ; 12 | ||
| 48 | 3; 8 ; 12 | ||
| 50 | 3; 8 ; 12 | ||
| 52 | 3; 8 ; 12 | ||
| 55 | 3; 9 ; 14 | ||
| 60 | 3; 9 ; 14 | ||
| 65 | 4; 10 ; 16 | ||
| 70 | 4; 10 ; 16 | ||
| 75 | 4; 10 ; 16 | ||
| 80 | 4; 10 ; 16 | ||
| 85 | 4; 12 ; 18 | ||
| 90 | 4; 12 ; 18 | ||
| 95 | 4; 12 ; 18 | ||
| 100 | 4; 12 ; 20 | ||
| 110 | 4; 12 ; 20 | ||
|
1. При выборе резьбы приоритет отдаётся первому ряду. 2. Шаг резьбы выделенной цветом является предпочтительным. |
|||
В основе функционирования приводов многих машин, оборудования и механизмов лежит такой процесс, как преобразование движения вращательного в движение поступательное. По этому принципу действуют, например, приводы измерительных машин и оборудования, системы регулирования задвижек и клапанов, сканирующих столиков, роботов и станков.
Для того чтобы эффективно осуществить преобразование вращения некоей детали в поступательное движение детали другой чаще всего используется пара винт – гайка. Такие передачи представляют собой изделия, имеющие общемашиностроительное применение, причем, следует заметить, от того, насколько качественно они разработаны и изготовлены, во многом зависит производительность, функциональность и надежность того оборудования, составными частями которого они являются.
За счет того, что передачи винт – гайка имеют повышенную плавность зацепления, они практически полностью бесшумны при работе. Их конструкция относительно проста, а одним из несомненных преимуществ является то, что их использование позволяет достичь немалого выигрыша в силе. По большому счету, передача винт – гайка с технической точки зрения ничем не отличается от обычного резьбового соединения, однако поскольку они применяются для того, чтобы передавать движение, их изготавливают таким образом, чтобы сила трения в резьбе была минимальной.

В принципе, этого можно достичь за счет использования прямоугольной резьбы, однако она имеет и свои недостатки. Например, ее невозможно нарезать на стандартных резьбонарезных станках, а по сравнению с резьбой трапецеидальной она имеет намного более низкую прочность. Эти факторы приводят к тому, что в передачах винт – гайка прямоугольная резьба используется достаточно редко. В них наиболее распространена резьба трапецеидальная , имеющая крупный, средний и мелкий шаг, а также резьба упорная.
Чаще всего в передачах винт – гайка можно встретить трапецеидальную резьбу , имеющую средний шаг. Ее же, но с шагом мелким, применяют тогда, когда необходимо обеспечить небольшое перемещение, а с шагом крупным – тогда, когда устройство эксплуатируется в тяжелых условиях. Кроме того, благодаря особенностям профиля, трапецеидальную резьбу можно успешно использовать в механизмах, требующих обеспечения реверсивного перемещения. Такие резьбы бывают одно- и многозаходными, правыми и левыми.
Материалы, используемые в передаче винт – гайкаОсновные требования к тем материалам, которые используются в передачах винт – гайка – это износостойкость, прочность и хорошая обрабатываемость. Что касается тех винтов, которые не подвергаются закалке, то их изготавливают из сталей А50 , Ст50 и Ст45 , а тех, которые подвергаются закалке – из сталей 40ХГ , 40Х , У65 , У10 . Гайки изготавливают обычно из бронзы БрОЦС-6-6-3 или БрОФЮ-1 .



